Pressure swing adsorption nitrogen production is a new technology for producing nitrogen from air. Pressure swing adsorption (PSA) is a physical process that is approximately isothermal. It uses the different adsorption capacities of different components in the gas medium on the adsorbent. The adsorbent performs selectivity when the pressure increases. Adsorption, desorption regeneration when the pressure is reduced. Pressure swing adsorption air separation nitrogen production generally uses two adsorption towers. The towers are filled with carbon molecular sieve adsorbents. When one adsorption tower is absorbing oxygen and producing nitrogen, the other adsorption tower is deoxygenating and regenerating. This alternating cycle continues to produce nitrogen. Nitrogen gas is released.
M9%7BW6V]B6DWO@A8_Y.png)
Since the introduction of PSA technology from the United States in 1979, RICH Company first industrialized the technology in China and has been committed to the research, innovation and development of PSA technology. In the course of more than 40 years of equipment production and marketing, RICH Company has promoted and applied thousands of sets of PSA nitrogen gas generator, which are widely used in petroleum, chemical industry, electronics, food, coal, medicine, heat treatment and other fields.
Nitrogen flow: 5~12000 m3/h (20℃, 101.325kPa)
Nitrogen purity: ≥97~99.9995% (customized)
Normal pressure dew point: ≤-45℃ ( customized)
Nitrogen pressure: 0.05~0.8Mpa ( customized)
RICH BGPN series molecular sieve nitrogen gas equipment is divided into ten models according to nitrogen purity, namely: BGPN97, BGPN98, BGPN99, BGPN295, BGPN39, BGPN395, BGPN49, BGPN495, BGPN59, BGPN595.
You can choose based on nitrogen purity, flow rate and other gas process requirements.
The complete sets of equipment provided by RICH Company are designed to have a service life of up to twenty years. Among them, major components such as air/nitrogen filters, pressure vessels, compression cylinders, pipeline pneumatic valves, and auxiliary pipelines are designed to have a service life of up to 20 years.
The complete set of equipment provided by RICH Company has been operating stably for ten years. The application of a number of advanced technologies and the rigorous and reasonable selection of accessories ensure that the adsorbent has a service life of ten years.
RICH Company has focused on the research and application of PSA pressure swing adsorption technology for forty years, and has continued technological innovation to provide stable, reliable, energy-saving, and high-quality complete sets of equipment for various industries.
"Prevention first, quick response" is RICH's service tenet, providing fast and complete services to global users.
RICH pressure swing adsorption nitrogen production equipment consists of six parts: air compressor components, air purification components, air storage tank components, oxygen and nitrogen separation components, nitrogen buffer tank components, and electrical control systems (for details of air compressor components, see "Air Compressor" Machine Instruction Manual").
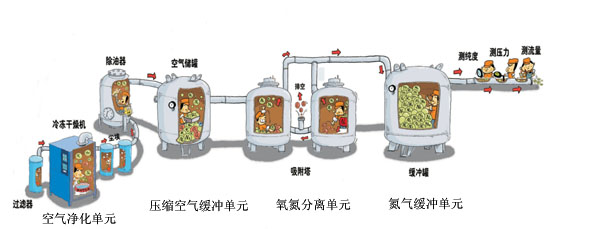
1. Compressed air purification unit
The oxygen and nitrogen separation unit of the RICH nitrogen gas generator is the core unit of the nitrogen production equipment, and the adsorbent is a key part of the oxygen and nitrogen separation unit. Oil poisoning is one of the main failure modes of adsorbents; the adsorption of excess water will reduce the oxygen adsorption capacity of the adsorbent, and excessive dust particles will affect the performance of the equipment and increase the failure rate of the equipment. Therefore, before the compressed air enters the oxygen and nitrogen separation unit, it must pass through the compressed air purification unit to remove oil, water, and dust.
The compressed air purification unit is mainly composed of a filter set, a refrigerated dryer, a micro-oil adsorbent, an electronic drain valve, etc. The compressed air first enters the pre-filter group of the freeze dryer to initially filter out large particles of dust, liquid water and oil in the compressed air. Then it enters the freeze dryer, exchanges heat with the refrigerant, and forcibly cools the compressed air, making the compressed air The saturated water vapor in the air condenses into liquid water and is discharged through the electronic drain valve, reducing the water content in the compressed air, making the compressed air pressure dew point reach 2-10°C. Then it enters the post-filter group of the freeze dryer to filter out smaller particles of dust and oil, and finally enters the micro-oil adsorber. The activated carbon in the micro-oil adsorber absorbs trace amounts of oil in the compressed air to prevent possible occurrences. slight oil penetration. Provide clean raw air for the oxygen and nitrogen separation unit, provide protection for the adsorbent, and ensure the service life of the adsorbent.
The filter drain outlets are equipped with electronic drain valves. By setting the drain time of the electronic drain valve, the filter can automatically drain to ensure that the filter never accumulates dirt.
2. Compressed air buffer unit
The main component of the compressed air buffer unit of RICH nitrogen gas generator is the air storage tank. Its function is to provide the oxygen and nitrogen separation unit with the compressed air required for the nitrogen production process. Reduce system pressure fluctuations, reduce air flow pulsation, and reduce the load of the compressed air purification unit so that the compressed air purification unit can remove dust, water and oil, reduce the impact of water and oil on the adsorbent in the oxygen and nitrogen separation unit, and reduce the impact of dust particles on the adsorbent in the oxygen and nitrogen separation unit. Impact on equipment performance and reduce equipment failure rate.
3. Oxygen and nitrogen separation unit
The oxygen and nitrogen separation unit of the RICH nitrogen gas generator is the core unit of the nitrogen production equipment. It is mainly composed of an adsorption tower equipped with special adsorbent, a pneumatic valve, a compression cylinder, a muffler, etc. According to the difference in the amount of oxygen adsorbed by the adsorbent on the compressed air under different pressures, the adsorption tower increases the pressure of the adsorbent to absorb oxygen and produces nitrogen, and the pressure-reducing adsorbent deoxygenates and regenerates. The two towers work alternately to achieve continuous production of nitrogen.
4. Nitrogen buffer unit
The nitrogen buffer unit of RICH nitrogen gas generator is mainly composed of a nitrogen buffer tank, a filter, a flow meter, and an unqualified nitrogen evacuation device. Its function is to balance the purity of the nitrogen output from the oxygen and nitrogen separation unit, buffer and store the product nitrogen, and ensure the stability of the flow, purity and pressure of the continuously output product nitrogen. A nitrogen evacuation device with unqualified purity is installed on the nitrogen output pipeline to effectively prevent nitrogen with unqualified purity from being input to the gas consumption point.
5. Purification device
This device is a nitrogen purification device, which mainly consists of a deaeration tower, a drying tower, a pipeline pneumatic valve, a solenoid valve, a flow meter, a micro-oxygen meter and an automatic control system. Mainly used under the action of a catalyst (commonly known as a catalyst), hydrogen and oxygen can react to generate water when heated to above 80°C, thereby removing impurity oxygen in nitrogen. The chemical equation is as follows:
2H2+O2==2H2O+Q
Since this device generates water during the deoxygenation process, in order to reduce the dew point of the product gas, the equipment is also equipped with facilities such as adsorption drying, filtration and dust removal to remove water, dust and carbon dioxide from the product nitrogen to produce high purity of nitrogen.
△Automatic hydrogenation: According to the proportional relationship between oxygen and hydrogen chemical reactions, if you want to remove trace amounts of oxygen in nitrogen through chemical reactions, you need to provide corresponding hydrogen into nitrogen. In this device, the addition of hydrogen is automatically completed through an explosion-proof solenoid valve and mass flow controller, and the hydrogenation amount can be displayed online.
△Deoxygenation: After the pressure is adjusted, the common nitrogen enters the device and is mixed with the additive gas hydrogen in the mixer and then enters the deaeration tower. When the catalyst is heated to above 80°C, the oxygen and hydrogen in the nitrogen can react to form water, thereby achieving the purpose of oxygen removal.
△Adsorption drying: Nitrogen with a small amount of water enters the refrigerated dryer through the pipeline for cooling, and then enters the drying tower. The gas can be further dried using the strong adsorption of 13X, and finally the gas is removed through the dust filter. Trace amounts of dust.
In order to meet the customer's requirements and enable the equipment to operate continuously and achieve non-intermittent gas output, there are two drying towers in this process. When one drying tower is working for adsorption, the other drying tower that has reached saturation is regenerated. . The time and switching of work and regeneration are automatically controlled by program, no manual operation is required, just open the drain valve to the appropriate size. During regeneration, the bed must be heated, and a small amount of dry high-purity nitrogen must be continuously introduced. The regeneration tail gas must be vented and discharged through the exhaust valve. After regeneration is completed, cool down and set aside.
6. Control unit
The control unit is mainly composed of PLC program controller, digital or analog module, touch screen, nitrogen analyzer, solenoid valve, control cabinet, etc.
PLC controller: runs according to the programmed program, controls the gain and loss of power to the solenoid valve, controls the opening and closing of the pneumatic valve through the instrument air on and off, and collects and processes various signals.
Touch screen: Human-machine color screen operating system, used to view the operation and fault information of the nitrogen production equipment. With authorization, the relevant parameters of the equipment can be modified and adjusted.
Analyzer: Monitor the oxygen, water, and hydrogen content in the product nitrogen to determine whether the nitrogen purity is qualified. Sound and light will be used when the nitrogen purity is unqualified.


Email: sales@rich-china.com
Copyright@2021 Shanghai Rich Gas Technology Co. Ltd. 沪ICP备08116306号
